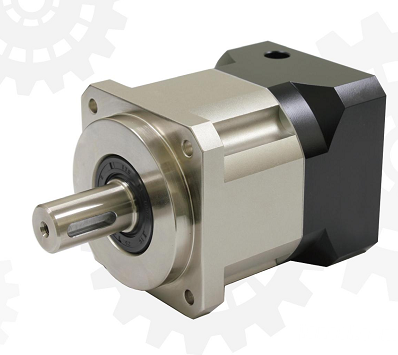
S2-P2升降齿轮减速机
铜包铝/铜复合导体还更用利于避免电缆在长期使用过程中由于腐蚀、碰伤或因紧压、锡焊接不好使导体与接线端子接触 、发热引起铜层脱落和铜铝两种金属之间形成电势差,加速电化腐蚀,造成电缆端部烧毁的隐患。对于铝导体,特别是在沿海地区,大气中盐雾所含有的氯离子会凝聚在铝的表面,易在表面的杂质和缺陷周围引起局部腐蚀,形成孔洞、裂纹和微电池,加剧铝导体的腐蚀。成本低重量轻。与相同技术指标的铜芯电缆相比,铜包铝导体电缆可节约成本4%以上,铜包铝/铜复合导体电缆可节约成本2%以上。
行星减速机在设计时要考虑以下要求:
一、行星减速机设计时原始和数据。例如:原电机的类型、规格、转速、工作机械的类型等等。
二、初定各项工艺方法及参数。
三、选定行星减速机的类型和形式。
四、初定计算齿轮中心距的模数及几何参数。
五、确定传动级数。依照总传动比,确定传动的级数和各级传动比。
六、整体方案设计,要确定行星减速机的结构、轴的尺寸、轴承型号等等。
七、要确定齿轮渗碳深度。
八、要确定行星减速机的附件。
九、冷却润滑的计算。
十、要选定行星减速机的类型和方式。
一般情况下行星减速机是配伺服电机和步进电机使用,为了提升电机的扭矩,减少成本。
伺服行星减速机厂家带你了解减速机的热
1、表面淬火
常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果。表面淬火常用材料为碳的质量分数约0.35%~0.5%的钢材,齿面硬度可达45~55HRC。
2、渗碳淬火
渗碳淬火齿轮具有相对的承载能力,但必须采用精工序(磨齿)来消除热变形,以保证精度。
渗碳淬火齿轮常用渗碳前碳的质量分数为0.2%~0.3%的合金钢,其齿面硬度常在58%~62%HRC的范围内。若低于57HRC时,齿面强度显着下降,高于62HRC时则脆性增加。轮齿心部硬度一般以310~330HBW为宜。渗碳淬火齿轮的硬度,从轮齿表面至深层应逐渐降低,而有效渗碳深度规定为表面至深层应逐渐降低,而有效渗碳深度规定为表面至硬度52.5HRC处的深度。
渗碳淬火在轮齿弯曲疲劳强度方面的作用除使心部硬度有所提高外,还在于有表面的残余压应力,它可使轮齿拉应力区的应力减小。因此磨齿时不能磨齿根部分,滚齿时要用留磨量滚。
3、渗氮
采用渗氮可保证轮齿在变形的条件下达到很高的齿面硬度和耐磨性,热后可不再进行 的精,提高了承载能力。这对于不易磨齿的内齿轮来说,具有特殊意义。
4、想啮合齿轮的硬度组合
当大、小齿轮均为软齿面时,小齿轮的齿面硬度应高于大齿轮。而当两轮均为硬齿面且硬度较高时,则取两轮硬度相同。
伺服行星减速机厂家在这里再次说明,选择好的行星齿轮减速机材料,有利于提高齿轮减速机的承载力及使用寿命。
1、减速机外表面应光洁,平整。各联结件,坚固件不得有松动现象。
2、在额定负载和额定转速下,减速机的噪音不应大于80db(A),温升不超过65度,油温不超过95度。3、减速机密封处,结合处不得有漏油现象。
4、减速机输入轴用手转动时,必须轻松平稳,无卡住现象。
5、蜗杆和蜗轮轴的轴向间隙应符合规定。
6、蜗杆蜗轮的齿面接触斑点应符合要求。
7、减速机的承载能力和传动效率应符合GB/T16444的要求。
-F3-19EC16
-F3-19FB19
-F3-19DE19
-F3-38KA35
-F3-28GD24
-F3-28HF22
-F3-28HB24
-F3-28HA24
-F3-19EC16
-F3-19DC19
-F3-28FE24
标签:重庆出售新机电步进式PLFK160-L2-25-S2-P2升降齿轮减速机
